新的生产管理5M1E:人、机、料、法、环、测
发布日期:2026/7/14 18:50:23 浏览量:
5M1E = 5个M + 1个E
人、机、料、法、环、测,六者共同决定了产品质量。其中前五个是“生产过程要素”,第六个“测”是“验证要素”——前五项决定了产品怎么造出来,第六项决定了你怎么知道造得好不好。
前五项是“干活的”,测是“验活的”。
六个要素逐个拆解:
人(Man)——谁在干
直接参与生产的操作者、检验员、技术员。
关注点:有没有资质证书、有没有培训上岗、疲劳不疲劳、情绪稳不稳定、操作熟不熟练。
最常踩的坑:新员工没培训就独立上岗、夜班后半夜疲劳操作、老师傅请假临时换人顶替。
控制手段:岗位培训记录 + 技能矩阵图(谁会什么一清二楚)+ 班前点检。
机(Machine)——用什么干
生产设备、工装夹具、模具、辅助工具。
关注点:设备精度够不够、点检保养做没做、故障率高不高、模具磨损到什么程度、校准周期到了没有。
最常踩的坑:设备带病运行(“还能转就先转着”)、超出校准期没送检、模具该换不换硬撑。
控制手段:TPM保养体系 + 周期校准 + 每班设备点检表。
料(Material)——拿什么干
原材料、辅料、半成品、外协件。
关注点:来料检验IQC做没做、批次一致性怎么样、供应商有没有偷偷换料、储存条件达不达标、有没有过期。
最常踩的坑:换供应商没做验证就上线、不同批次混着用、过期料没隔离还继续发。
控制手段:IQC进料检验 + 批次追溯 + 定期供应商审核。
法(Method)——怎么干
工艺流程、作业指导书SOP、工艺参数、检验规范。
关注点:SOP是不是现行版本、参数有没有固化(还是靠老师傅手感)、变更有没有走流程、首件验证做没做。
最常踩的坑:SOP版本过期了还在用、关键参数靠经验不固化、临时改参数没人记录。
控制手段:工艺文件受控管理 + ECN变更流程 + 首件检验FAI。
环(Environment)——在什么条件下干
温湿度、粉尘、静电、照明、噪音、洁净度。
关注点:温湿度有没有实时监控、防静电ESD做没做、洁净室等级够不够、5S现场整不整洁。
最常踩的坑:夏天湿度超标没人管、防静电手环形同虚设、5S搞成“打扫卫生”流于形式。
控制手段:环境监控记录 + ESD防护措施 + 5S定期检查评分。
测(Measurement)——怎么验
量具、仪器、检测方法、抽样方案、判定标准。
关注点:量具有没有按时校准、测量系统分析MSA做过没有、抽样计划合不合理、不同检验员判定标准一不一致。
最常踩的坑:量具超期未校还在用、不同检验员对同一个缺陷判定不一样、仪器分辨率不够测不准。
控制手段:周期校准 + MSA(GR&R分析)+ 首尾件对比。
鱼骨图:5M1E最经典的实战形态
5M1E最经典的应用方式就是画鱼骨图(也叫因果图、石川图)。
操作步骤四步走:
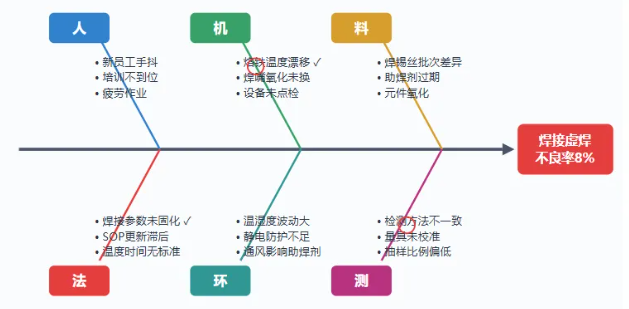
- 第一步:把问题写在鱼头。比如“焊接虚焊不良率8%”。
- 第二步:六个要素做骨架,每个分支头脑风暴可能的原因。
- 第三步:逐一排查验证,排除不可能的,缩小范围。
-
第四步:锁定根因,制定对策。
真实案例:焊接虚焊不良分析
某产线焊接虚焊不良率突然升到8%,团队按5M1E画鱼骨图排查:
人(Man)
新员工未培训
夜班疲劳
手抖 / 姿势不对
机(Machine)
烙铁头磨损
温度漂移未校
送锡不稳定
料(Material)
锡丝批次变更
焊盘氧化
助焊剂过期
法(Method)
焊接温度参数未固化
SOP版本过期
停留时间不够
环(Environment)
湿度超标致氧化
静电干扰
温度波动大
测(Measurement)
目检标准不统一
量具未校准
抽样比例不够
18个可能原因列出来后,逐一排查验证,最终锁定根因:烙铁温度漂移(机)+ 焊接时间参数未固化(法),两个原因叠加导致。
对策:校准设备 + 固化SOP参数,不良率降到0.5%以下。
这个案例说明一个关键点:实际生产中,质量问题往往是多要素交叉导致的,单看一个维度找不到根因。5M1E的价值就是确保你不会漏掉某个维度。
5M1E的三个应用层次
很多人以为5M1E只能用来“事后找原因”,其实它有三个层次:
三层递进,从“出了事再查”到“没出事先防”,这才是5M1E的完整用法。
和其它质量工具的关系
5M1E不是孤立存在的,它和其它质量工具配合使用才有威力:
四者的配合关系:先用5M1E确保不漏维度,用鱼骨图画出来,用5Why挖到根因,用PDCA闭环验证。
层次
用途
怎么用
第一层·事后分析
出了问题找根因
画鱼骨图,逐个维度排查
第二层·事前预防
新产品 / 新工艺导入
用5M1E做PFMEA风险识别
第三层·日常控制
过程巡检
按六要素做点检表,每班确认
工具
定位
作用
5M1E
分析框架
告诉你从哪几个维度想问题
鱼骨图
呈现工具
把5M1E的分析可视化画出来
5Why
深挖手段
对具体原因追问“为什么”直到根因
PDCA
改进闭环
找到根因→制定对策→执行→验证
----转自 生产管理5M1E:人、机、料、法、环、测,到底该怎么理解?
马上咨询: 如果您有业务方面的问题或者需求,欢迎您咨询!我们带来的不仅仅是技术,还有行业经验积累。
QQ: 39764417/308460098 Phone: 13 9800 1 9844 / 135 6887 9550 联系人:石先生/雷先生